Изготовление заслонок увеличенного диаметра
При тюнинге двигателя - многие задавались вопросом о необходимости увеличения диаметра впуска - дроссельного узла.
Можно подобрать Throttle body от другого мотоцикла, можно изготовить их "с нуля", но если требуется увеличить диаметр незначительно - самый оптимальный способ - расточить имеющиеся.
Но - это не так просто как кажется на первый взгляд.
Собственно, про технологию расточки и пойдет речь в данной статье.
Основная проблема заключается в том, что заслонка имеет форму не круга, а эллипса - с разницей в длине сторон порядка 2-3 десяток. Вторая проблема - точность. В закрытом состоянии заслонка должна практически идеально прилегать к корпусу дросселя.
Итак, технология - с фотографиями.
1) Полностью разбираем дроссель. Вынимаем верхний ряд дросселей и изготавливаем алюминиевые заглушки для оси. Заглушки запрессовываются в отверстия на какой-нибудь хороший двухкомпонентный клей. Заглушки могут немного выступать внутрь - это не страшно, при расточке они примут нужную форму. К сожалению фотографии этого этапа не сохранились.
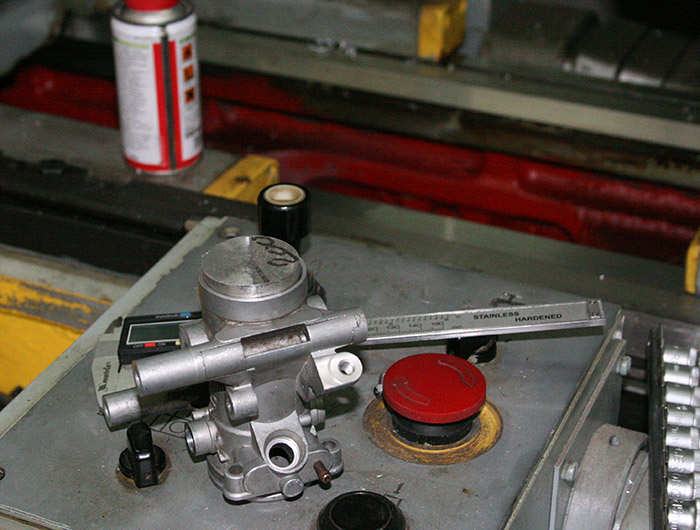
2) Вытачиваем заглушку диаметром с внутреннюю часть дросселя, запрессовываем с удобной стороны. Эта заглушка нужна для того, чтобы не сломать тоненькую стенку корпуса патроном станка:
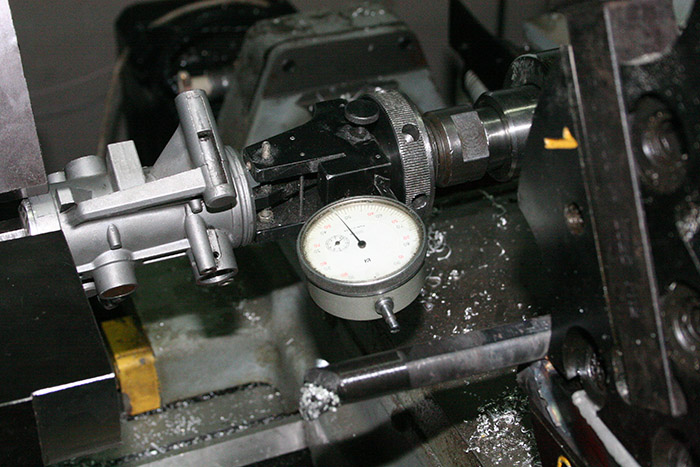
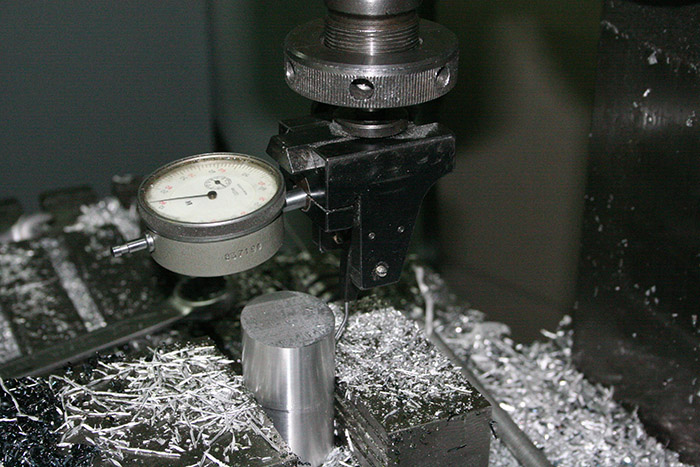
3) Зажимаем заслонку в патрон токарного станка с небольшим усилием и центроискателем в задней бабке выставляем нулевое биение по внутренней поверхности, далее дожимаем патрон.
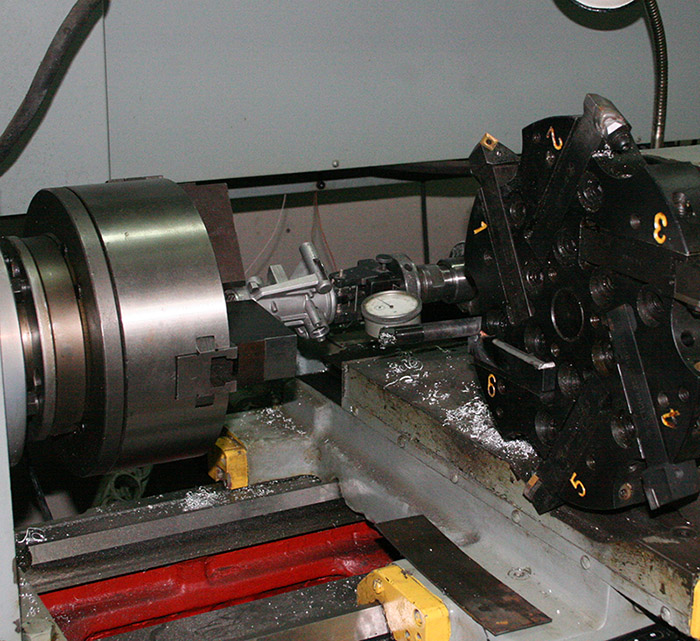
После чего проверяем отсутствие биения еще раз:
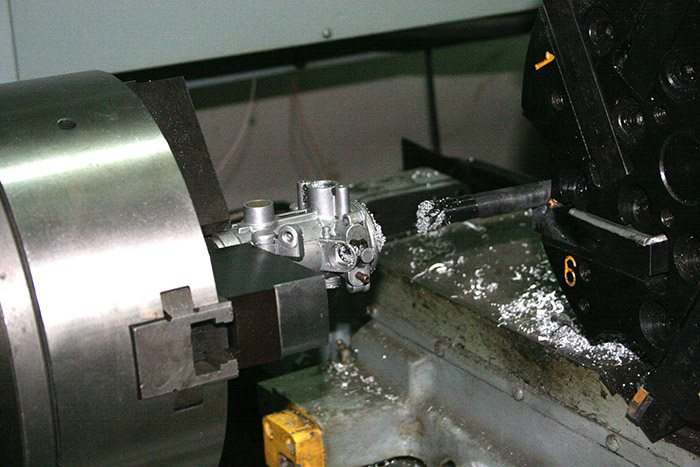
4) Обрезаем оправку расточного резца точно по длине заслонки. Излишняя длина резца может вызвать вибрацию, плохо влияющую на чистоту поверхности.
Растачиваем заслонку изнутри резцом. Обороты 500-800, подача 60-100мм/мин, съем не более 0.3мм за проход, обязательно использовать смазочно-охлаждающую жидкость, подаваемую на кончик резца. Такие параметры обработки обеспечивают наилучшее качество поверхности.
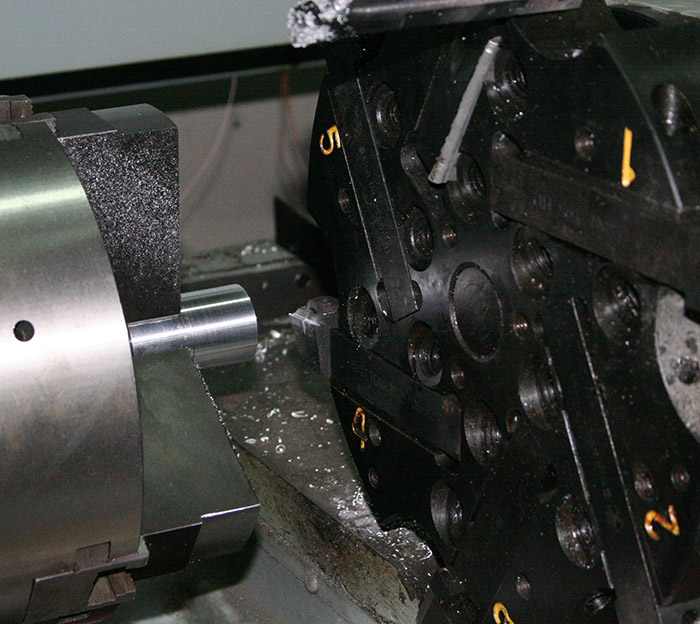
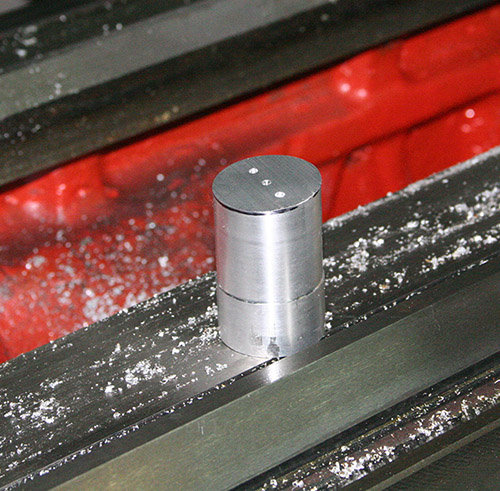
5) На этом этапе мы должны получить расточенный до нужного нам диаметра корпус. Растачиваем остальные корпуса, промеряем их нутромером и кладем на полочку. Пока что они не понадобятся.
Корпус ДО и ПОСЛЕ

6) Из дюраля точим небольшую болваночку, диаметром на 1-2мм меньше чем внутренний диаметр корпуса. Это будет оправка для изготовления заслонки.
7) Устанавливаем болванку на фрезер и срезаем одну из плоскостей под углом 10-15 градусов. Получили угол положения заслонки в закрытом состоянии.
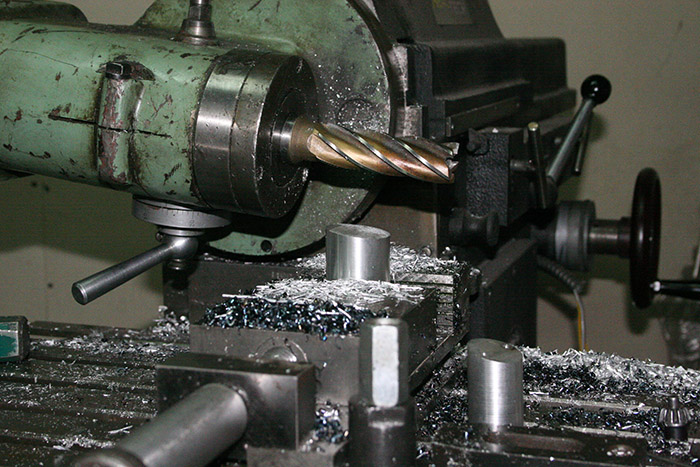
Ищем оси болваночки, размечаем и сверлим 2 крепежных отверстия под винты М3.
Результат:
9) Из листа латуни толщиной 1.5-2мм вырезаем круглую заготовку, сверлим в ней 2 отверстия и крепим винтами на болванку.
Болванку зажимаем в токарный станок и проходным резцом обтачиваем латунную заготовку до диаметра, промеренного на этапе 5 нутромером.
10) Теперь у нас есть дроссельная заслонка, имеющая нужный эллипс и фаску.

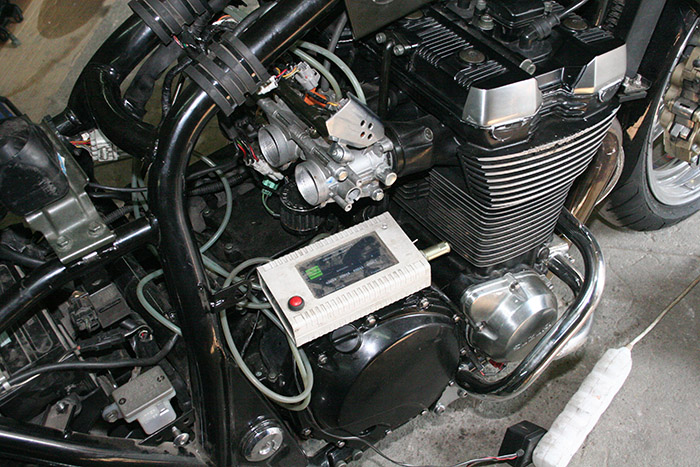
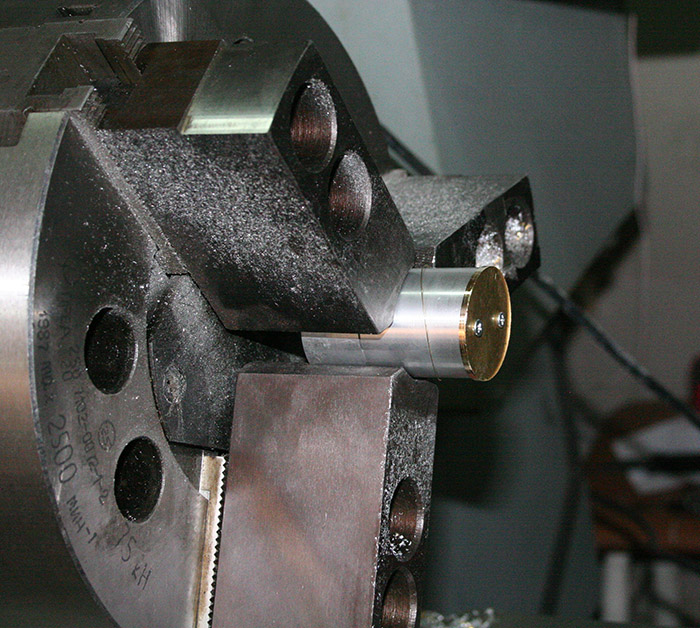
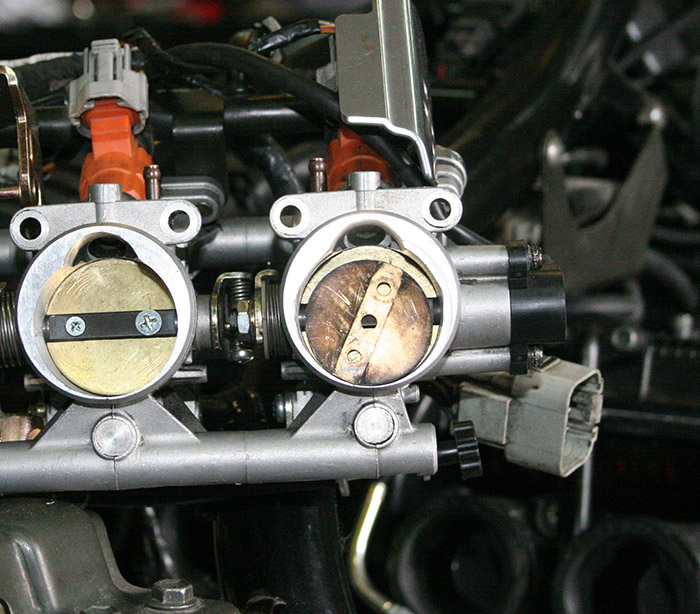
11) Собираем дроссельный узел. Результат - на фото. Для сравнения диаметров в один корпус положена старая заслонка.
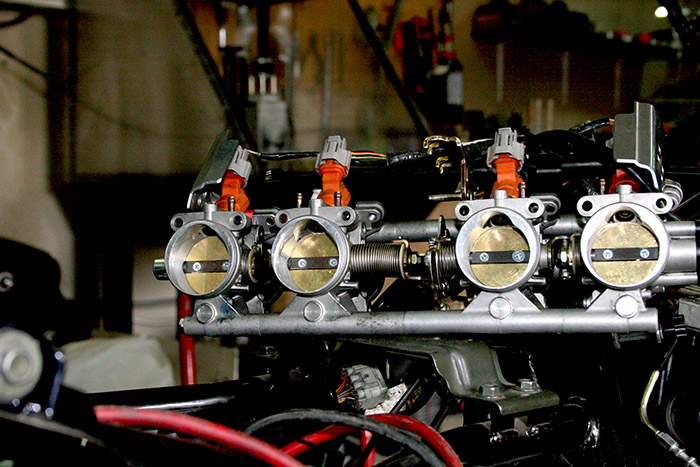
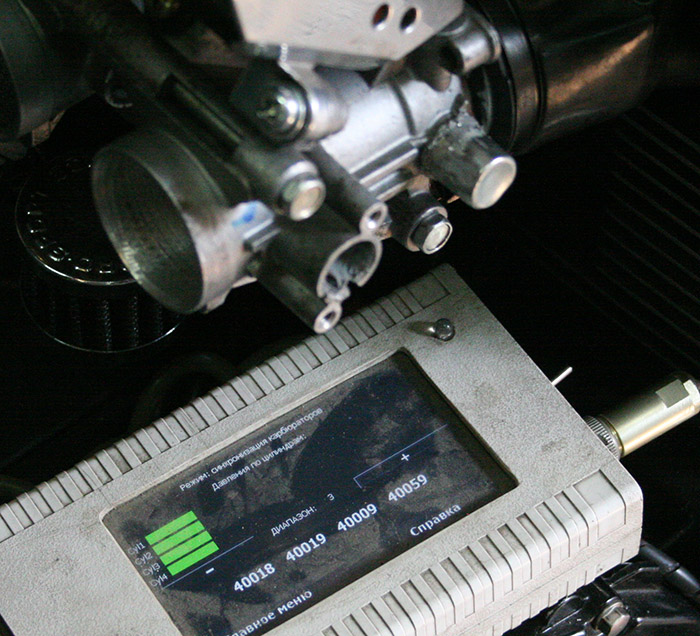
12) Устанавливаем на мотоцикл, синхронизируем по вакуометрам. Выставляем ноль датчика TPS и холостой ход.
Проверяем состав смеси газоанализатором и понимаем, что предстоит еще настройка мотоцикла на диностенде - иначе нормальной работы двигателя не получить. Продувка улучшилась, смесь обеднилась - что нам и требовалось! Теперь, осталось поправить состав смеси - и получить прирост мощности двигателя.